|
AT-ER310不锈钢焊丝

收藏
AT-ER310不锈钢焊丝 符合 GB/T 29713 S310
说明: 焊丝主要成分是25Cr-20Ni,是完全奥氏体组织不锈钢TIG焊丝,熔敷金属具有优良的力学性能、抗裂性能及抗氧化性能,具有优良的耐热耐腐蚀性能。
用途: 常应用于焊接不锈钢衬里,或异种钢、高Cr、高Mn钢等的焊接。
焊丝化学成分(%)
参考电流(AC或DC+)
注意事项: 1.保护气体:采用纯Ar;流量:电流在100~200A时9~14L/min,电流在200~300A时14~18L/min。
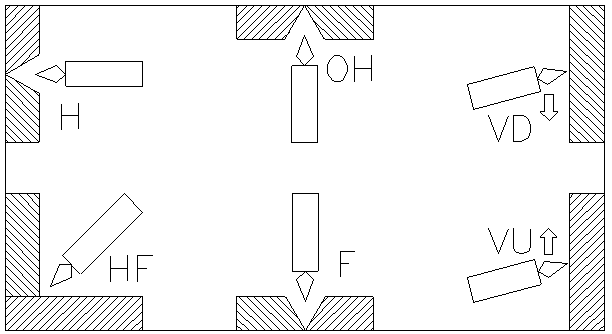
焊接位置:
|